… Le R-448A a répondu à nos attentes avec une mise en oeuvre simple ». G. STRUVAY, RESPONSABLE RÉFRIGÉRATION CHEZ HENKENS FRÈRES S.A.
Depuis 1963, la société familiale Detry produit et commercialise une large gamme de produits de charcuteries sous sa marque phare Aubel, connue et reconnue par les consommateurs belges puisqu’elle occupe la deuxième place sur le marché belge de la charcuterie libre-service en grande surface. Dans le cadre de la réorganisation de la fabrication sur son site principal d’Aubel, Detry décide de décentraliser une partie autonome de sa production de charcuteries dans un bâtiment situé à quelques kilomètres, à Herve. Tout est à construire sur cette nouvelle surface de 2500 m².
Henkens Frères entreprise polyvalente dotée d’une expérience très appréciée dans les domaines d’activités tels que la réfrigération, les équipements thermiques et la chaudronnerie industrielle pour l’agroalimentaire accompagne son client Detry dans le choix d’une solution innovante et durable pour le nouveau système de refroidissement.
« Nous suivons de près les évolutions des fluides frigorigènes. Nous préconisons plus particulièrement les réfrigérants naturels et des systèmes indirects (ammoniac + eau glycolée) en process industriel mais le choix de la solution se fait avant tout en fonction des critères de l’installation et aussi en fonction du budget du client final. » rappelle Monsieur Struvay.
SOLSTICE® N40 : UNE SOLUTION DURABLE FACE À LA F-GAS
Pour répondre aux attentes de son client et respecter l’enveloppe budgétaire, l’entreprise Henkens opte alors pour un système à détente directe avec le nouveau fluide frigorigène Solstice® N40 à plus faible GWP (1387). Distribué par Climalife, le R-448A est la meilleure solution face aux évolutions réglementaires.
« C’est un critère primordial aujourd’hui, on ne peut pas proposer une solution intermédiaire, on doit se mettre à l’abri de la F-Gas, le client nous fait confiance et c’est notre devoir de choisir un fluide d’avenir » souligne Monsieur Toussaint, Responsable de la maintenance.
Le choix se porte donc sur une centrale positive de marque REFRA d’une puissance de 250 kW composée de 4 compresseurs Bitzer 4FE28Y40P avec un condenseur à air Searle pour un régime de fonctionnement -7°C / + 40°C. Un système de régulation Carel avec variateurs de fréquences Danfoss et des détendeurs mécaniques Danfoss R-407F/R-407A sont installés.
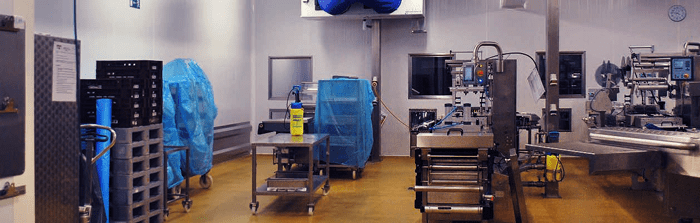
 La centrale alimente 15 ateliers de travail allant de la réception des marchandises, à la préparation des produits, leur mise en forme, la cuisson, le refroidissement de la viande cuite avant les étapes de conditionnement, de stockage et d’expédition. Ces ateliers sont tous équipés d’évaporateurs KUBA et la température d’ambiance varie de +2°C à +10°C. L’installation de froid est chargée avec 420 kg de R-448A .
La centrale alimente 15 ateliers de travail allant de la réception des marchandises, à la préparation des produits, leur mise en forme, la cuisson, le refroidissement de la viande cuite avant les étapes de conditionnement, de stockage et d’expédition. Ces ateliers sont tous équipés d’évaporateurs KUBA et la température d’ambiance varie de +2°C à +10°C. L’installation de froid est chargée avec 420 kg de R-448A .
RÉSULTAT : UNE MISE EN OEUVRE SIMPLE ET EFFICACE
Le système de refroidissement est opérationnel depuis octobre 2015. En charge de la réalisation de ce nouveau système mais aussi de la partie chauffage et air comprimé, c’est plus de 4500 heures de travail pour les techniciens de chez Henkens Frères.
« La mise en oeuvre du Solstice® N40 n’a posé aucun souci même au niveau du réglage de la surchauffe qui était une de nos craintes. Il n’y a pas eu de problème de retour d’huile, on a vite retrouvé nos marques » explique Joseph Toussaint.
Faire le choix du R-448A , c’est :
• Une réduction de 65% de l’empreinte carbone par rapport au R-404A.
• Une réduction des coûts d’exploitation.
• Une meilleure efficacité énergétique.
• Une amélioration de la production frigorifique.